Industrien bevæger sig væk fra compounds til andre systemer for at beskytte metal-, plast- og glasfiberkompositrør, når disse føres gennem brandklassificerede eller vandtætte skel. Her er hvorfor.
1. Lange og tunge muffer
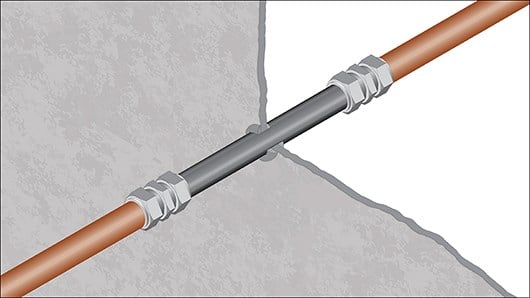
Compound-løsninger kræver et sleeve til at rumme de forskellige materialer, herunder adskillige former for fyldstoffer, brandhæmmende gummi og selvfølgelig to lag compound. Muffens længde afhænger typisk af rørets diameter og det nødvendige materiale til den krævede brandklassificering. Løsningerne kræver ofte montering på begge sider af skellet ud over fyldmaterialet, hvilket ofte resulterer i muffelængder på mellem 180 og 250 mm.
Lange muffer reducerer muligheden for at lave en sammenkobling af et rør, der føres tæt ved gennemføringen, eller når retningen på rørsystemet skal ændres. Jo kortere muffen er, jo mere fleksibilitet får man, specielt når et rørsystem skal føres på begrænset plads.
Længere stål-sleeves øger også vægten. Ved ekstrapolering over flere gennemføringer giver de lettere løsninger potentiale for betydelige vægtbesparelser. Vægtbesparelser er vigtige for at understøtte højere hastigheder, forbedret brændstofeffektivitet og en reduktion af det miljømæssige aftryk.
2. Lang monteringstid
Compound-løsninger kræver flere tidskrævende trin i monteringsprocesserne:
- Svejsning af sleeven på begge sider af dækket eller skottet.
- Rengøring af alle overflader inklusiv indersiden af sleeven og overfladen på røret.
- Indsættelse af fyldstof, hvor pakningen skal udfylde tomrummet inde i sleeven.
- Anvendelse af den korrekte blandingsdybde på begge sider af dækket eller skottet.
- Udjævning og komprimering omkring røret for at få en tætning uden huller eller revner.
- Hærdningstiden kan variere med alt fra 24 timer til 30 dage. I løbet af denne periode kan enhver bevægelse af røret forårsage problemer med tætningsegenskaberne og den samlede kvalitet på tætningsløsningen.
- Nogle compound-løsninger kræver et tredjeparts installationsfirma til at færdiggøre processen. Dette kan føre til forsinkelser pga. af logistiske og planlægningsproblemer.
3. Ingen fleksibilitet ved eftermontering
I løbet af et skibs eller en platforms service tid kan der opstå behov for reparation af mange rør. Hvis et korroderet system af stålrør skal udskiftes, kræves der adgang til begge sider af dækket eller skottet for at skære forbindelsen væk, og adgang til begge sider er ikke altid en let opgave.
Når compound, fyldstofmaterialet og det korroderede rør er fjernet, og det nye rør er monteret, skal den nye tætning danne en ren samling med kanterne på sleeven eller hvad det måtte være tilbage af compound. Denne proces skal gentages på den anden side af konstruktionen og derefter have tid til at hærde. På grund af en begrænset holdbarhed for de fleste compound-løsninger er adgang til nyt compound-materiale måske ikke det letteste, hvis skibet stadig er i drift.
Det kan tage mange dage før compound-løsningen er hærdet op og er blevet til en permanent tætning. Hvis der opstår huller og revner i hærdningsperioden, kan brandklassificering samt gas- og vandtæthed blive kompromitteret.